Process
"Let TECAS plan your process for new parts. TECAS is specialized for manufacturing on multi-tasking machines like WFL Millturn"
This includes the following:
1. Machine selection





























There are certainly countless machines that can carry out the planned process. However, if more than just one part is to be manufactured, but also the existing product range, the selection becomes much smaller. An important parameter is also the space requirement, where many are already negatively surprised have been negatively surprised. A lot of money can also be saved if the right machine can be found on the used market.
TECAS can filter out the right choice of machines with years of experience. It is a difference if you buy a turning-milling center or a milling-turning center. It depends on whether the focus is more on turning or milling. Surely every machine manufacturer will tell you that his machine can do everything well. Another point is the number of machines, can everything be produced on one machine? Is it better to have to buy one machine for roughing and one for finishing? Is the number of pieces for one machine too large? Then how should the process be divided? But once the machine is selected, the the a decision for the next 20 years. And then nothing can be changed.
2. Configuration of the machines
If you know which machine you want, it must first be configured correctly. This means adapting the parameters to your part spectrum and existing tools and clamping devices. Each machine is available in different bed lengths and travels. There are also options such as additional axes, tool magazine size, head change, counter spindle, second slide and much more.
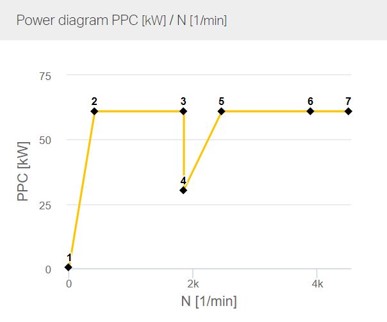
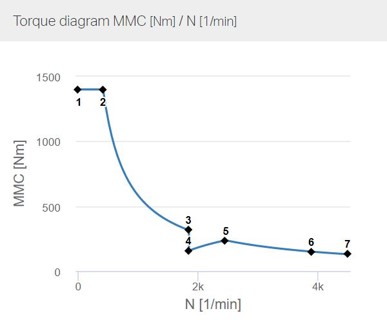
An important factor is the performance of the spindles. This also depends on the part spectrum. It makes a difference whether a lot or little machining is required, whether a lot or little drilling is needed. Do large milling cutters bring an advantage, or is it better to use smaller milling cutter diameters at higher speeds? Better served. However, if a lot of small holes have to be drilled, a spindle with a high speed should be speed should be considered. In addition, of course, the material must be taken into account, since the power consumption is naturally is of course much higher with nickel alloys than with aluminum.
3. Planning of the clamping devices

The right clamping device can massively reduce the machine's non-productive time. Many parameters such as size, weight, quantity, quality and more go into this decision. A large jaw chuck is not suitable for small parts as it may cause collision problems and, due to the limited rotational speed and does not allow optimum cutting conditions for small turning diameters.
For series parts, a zero point clamping system should be considered from a certain quantity. But be careful! This may limit the travel of the machine and we are back to point 2, or even point 1.
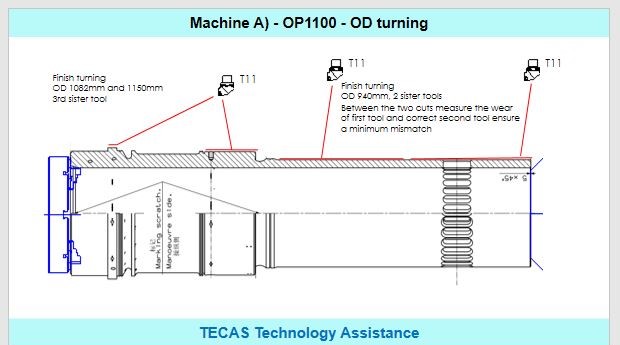
-->On the picture you can see what happens when the feed is too small
4. Create workflow
The workflow should take into account the process from the blank to the finished part, usually there are then several machines in the process chain. It is also possible to create only the sequence in one machine where the blank is already determined, prefabricated. However, if it is possible to influence the blank, it is possible to save a lot of machining time. It is becoming more and more common that a part can only be complete machined in one machine. This is for example the slogan of the company WFL Millturn in Linz. "Clamp once, machine completely". WFL Millturn Technologies also lives up to this slogan.
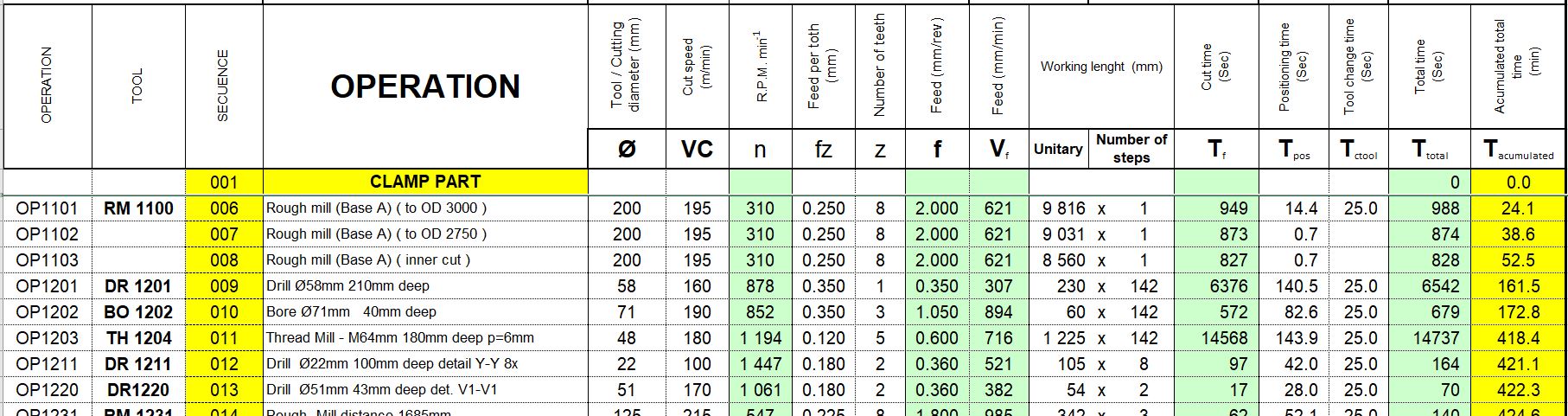
5. Time calculation
With the knowledge of the previous points, a time calculation is very accurate. But often only after a time calculation without knowing these parameters. Then always best conditions are assumed so that the processing time is as short as possible. Unfortunately, the theory cannot always be implemented so that some compromises have to be made. The more parameters are known, the more exact the can be carried out. Through years of experience, an accuracy of 5% deviation can be guaranteed. can be guaranteed.
The most accurate calculations are obtained by programming a part completely for a specific machine. for a specific machine. To do this, of course, it is necessary to have the tool list (point 6) already ready. With the program a simulation with a simulation software like VERICUT is carried out. The software then takes into account all parameters such as accelerations, approach paths, different feeds for the same tool and much more. more.
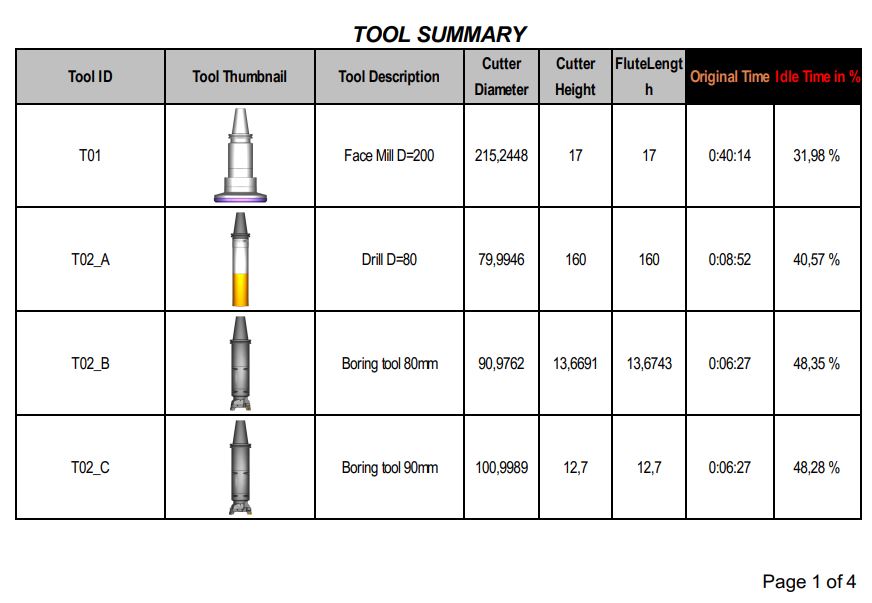
6. Tool list
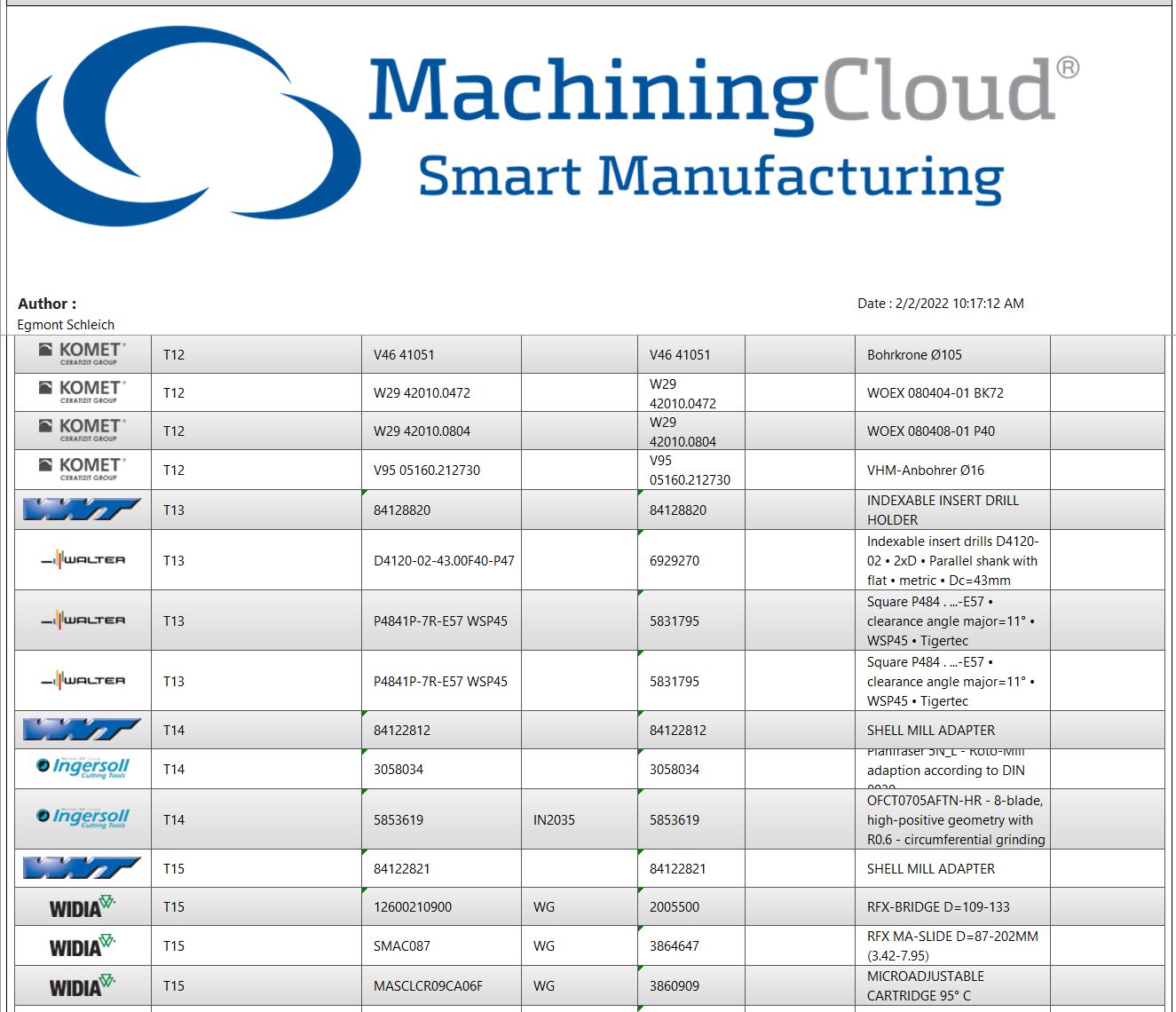
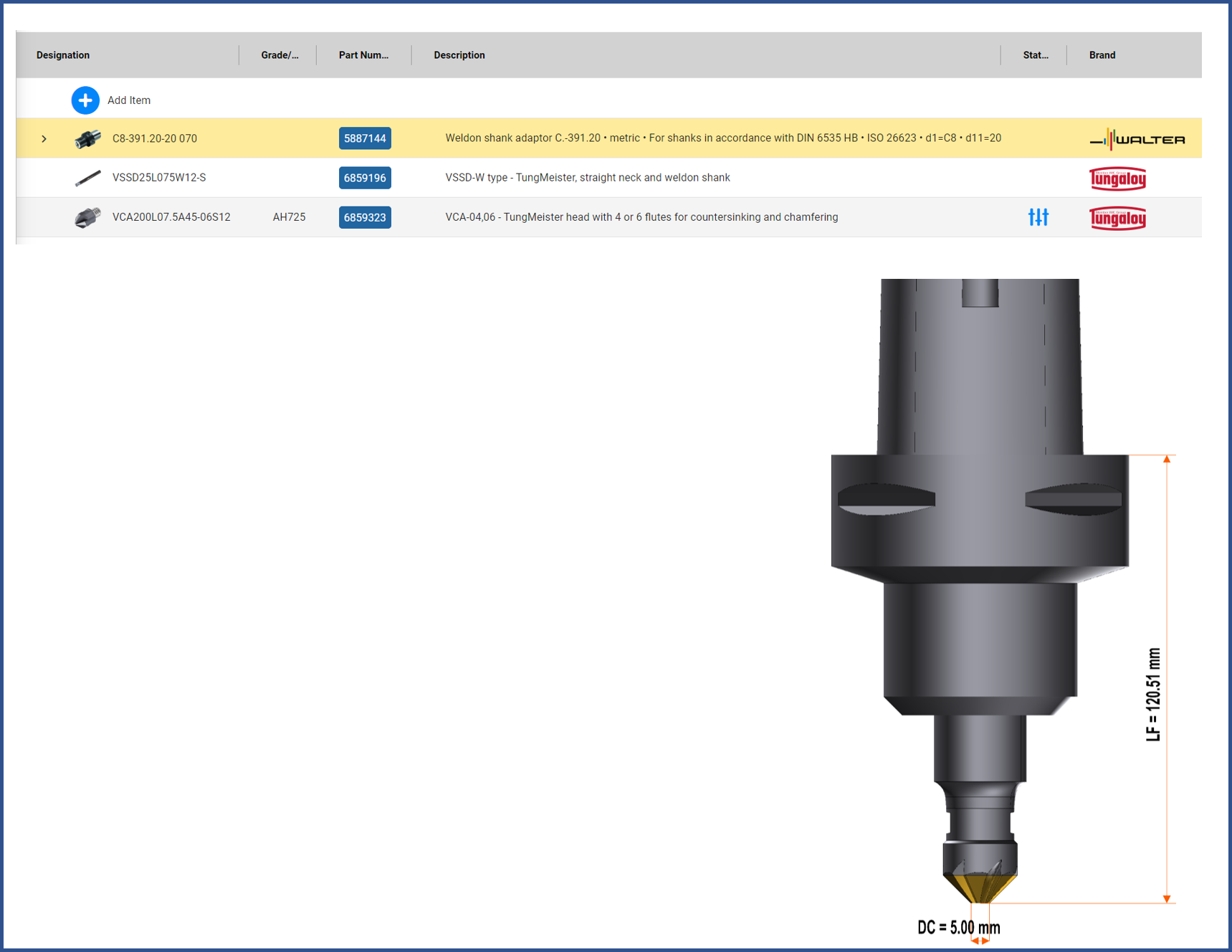
Today it is important to create an accurate tool list. There is enough software which you can can be used for this. This gives you realistic cutting values in advance, which are used in the program. flow into the program. Most of these programs also have an interface to the programming system, so that there the tools no longer have to be created separately.
Furthermore, it is possible to create tool sheets with parts lists. In it are also information for the tool presetting.
7. Programming
There is enough software on the market for programming the parts. This ranges from a simple editor to to to the complex CAM versions for 5- and 6-axis machines. Many machines also have a useful editor in the control with which programming is relatively easy. to program. But the machine is probably the most expensive programming station.
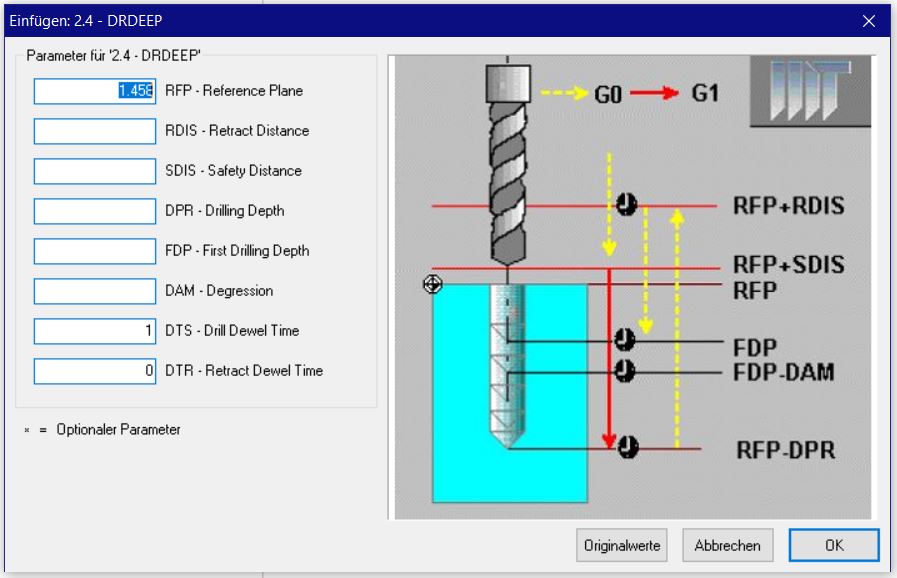
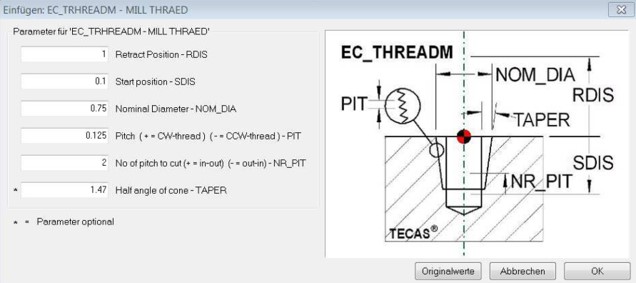
Here are two examples with CIMCO Editor Above a WFL cycle "DRDEEP" for deep hole drilling: On the right, a thread milling cycle from TECAS which is also suitable for tapered threads. In the CIMCO Editor are only 6 parameters are required!
8. Testing the program on the machine

Each new program requires a test run! This can only take place on the machine. If previously a 3D simulation on the PC, the testing is a bit safer and less program changes are necessary. program changes are necessary. As a result, the correct cutting values are in the foreground.
9. Train the operators

When the program is running on the machine, the whole process must be accepted and handed over. Very important that the machine operators are familiarized with the process and receive sufficient training for it. for it.