Prozess
"Lassen Sie Ihren Prozess für neue Teile von TECAS planen. TECAS ist spezialist für die Fertigung an Multi-Tasking Maschinen wie WFL Millturn"
Dazu gehört folgendes:
1. Maschinenauswahl





























Es gibt sicher unzählige Maschinen welche den geplanten Prozess durchführen können. Wenn nun aber mehr als nur ein Teil, sondern auch die bestehende Produktpalette gefertigt werden soll, wird die Auswahl schon sehr viel kleiner. Ein wichtiger Parameter ist auch der Platzbedarf, da sind schon viele negativ überrascht worden. Viel Geld kann auch gespart werden wenn die passende Maschine am Gebrauchtmarkt zu finden ist.
TECAS kann mit jahrelanger Erfahrung die richtige Wahl an Maschinen herausfiltern. Es ist ein unterschied ob Sie ein Dreh- Fräszentrum kaufen oder ein Fräs- Drehzentrum. Es kommt darauf ob der Focus mehr auf Drehen oder Fräsen liegt. Sicher wird Ihnen jeder Maschinenhersteller sagen dass seine Maschine alles gut kann. Ein weiterer Punkt ist die Anzahl der Maschinen, kann alles auf einer Maschine gefertigt werden? Ist es besser eine Maschine zum Schruppen und eine zum Schlichten anzuschaffen? Ist die Stückzahl für eine Maschine zu groß? Wie soll der Prozess dann aufgeteilt werden? Aber wenn die Maschine einmal ausgewählt ist, ist das eine Entscheidung für die nächsten 20 Jahre. Und dann lässt sich nichts mehr ändern.
2. Konfiguration der Maschinen
Wenn Sie wissen welche Maschine sie wollen muss diese erst einmal richtig konfiguriert werden. Das heißt anpassen der Parameter an Ihr Teilespektrum und vorhandene Werkzeuge und Spannmittel. Jede Maschine gibt es in verschiedenen Bettlängen und Verfahrwege. Weiteres gibt es Optionen wie Zusatzachsen, Werkzeugmagazingröße, Kopfwechsel, Gegenspindel, Zweiter Schlitten und vieles mehr.
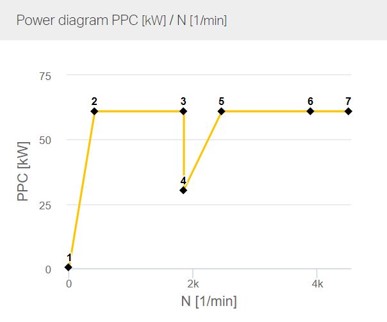
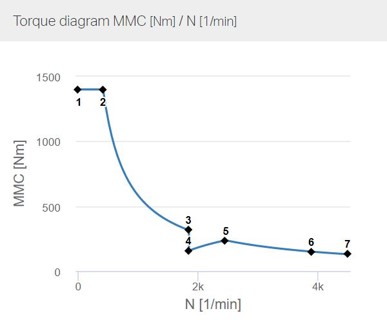
Ein wichtiger Faktor ist die Leistung der Spindeln. Das hängt auch vom Teilespektrum ab. Es ist ein Unterschied ob viel oder wenig zerspant werden muss, ob viel oder wenig gebohrt werden muss. Bringen große Fräser einen Vorteil oder ist man mit kleineren Fräserdurchmessern und dafür höheren Drehzahlen besser bedient. Sind aber auch sehr viele kleine Bohrungen zu bohren sollte eine Spindel mit hoher Drehzahl erwägt werden. Dazu ist natürlich auch das Material zu berücksichtigen da die Leistungsaufnahme bei Nickellegierungen natürlich viel höher ist als bei Aluminium.
3. Planung der Spannmittel

Das richtige Spannmittel kann die Nebenzeit der Maschine massiv reduzieren. Viele Parameter wie Größe, Gewicht, Stückzahl, Qualität und mehr fließen in diese Entscheidung ein. Ein großes Backenfutter ist nicht für kleine Teile geeignet da es vielleicht Kollisionsprobleme hervorruft und durch die begrenzte Drehzahl bei kleinen Drehdurchmessen keine optimalen Schnittbedingungen zulässt.
Bei Serienteilen ist ab einer gewissen Stückzahl ein Nullpunkt – Spannsystem anzudenken. Aber Achtung! Dies schränkt eventuell die Verfahrwege der Maschine ein und wir sind zurück bei Punkt 2, oder sogar Punkt 1.
4. Arbeitsablauf erstellen
Der Arbeitsablauf sollte den Ablauf vom Rohteil bis zum Fertigteil berücksichtigen, meistens sind dann mehrere Maschinen in der Prozesskette vorhanden. Es ist auch möglich nur den Ablauf in einer Maschine zu erstellen wobei das Rohteil schon bestimmt, vorgefertigt ist. Wenn aber Einfluss auf das Rohteil genommen werden kann, ist es möglich viel Bearbeitungszeit einzusparen. Es ist immer mehr und mehr im kommen dass ein teil nur in einem Fertigungsprozess in einer Maschine komplett bearbeitet wird. Das ist zum Beispiel der Slogan der Fa. WFL Millturn in Linz. „Einmal Spannen, komplett bearbeiten“ Dies wird von der Fa. WFL Millturn Technologies auch gelebt.
5. Zeitberechnung
Mit dem Wissen der vorhergehenden Punkte ist eine Zeitberechnung sehr genau. Oft wird aber nur nach einer Zeitrechnung gefragt ohne dass diese Parameter bekannt sind. Da werden dann immer beste Bedingungen angenommen damit die Bearbeitungszeit möglichst kurz ist. Leider ist die Theorie nicht immer umzusetzen so dass Abstriche gemacht werden müssen. Um so mehr Parameter bekannt sind um so genauer kann diese durchgeführt werden. Durch die Jahrelange Erfahrung kann eine Genauigkeit von 5% Abweichung garantiert werden.
Die genauesten Berechnungen erhält man indem ein Teil komplett für eine Bestimmte Maschine Programmiert wird. Dazu ist es natürlich notwendig die Werkzeugliste (Punkt 6) schon fertig zu haben. Mit dem Programm wird eine Simulation mit einer Simulationssoftware wie VERICUT durchführt. Die Software berücksichtigt dann alle Parameter wie Beschleunigungen, Anfahrtswege, Verschieden Vorschübe beim gleichen Werkzeug und vieles mehr.
6. Werkzeugliste
Tecas arbeitet mit allen großen Werkzeugherstellern wie Sandvik, Walter, Kennametal, Secco, TIZIT – Plansee und Mitsubishi, aber auch mit anderen Spezialisten wie Horn, Tungaloy, Fette – Boehlerit, Botec, Heule zusammen, um Ihnen für Ihre Arbeit die beste Auswahl von Werkzeugen garantieren zu können.
Heute ist es wichtig eine Genaue Werkzeugliste zu erstellen. Es gibt genug Software welche man dafür einsetzen kann. Dadurch erhält man schon im Vorfeld realistische Schnittwerte die ins Programm einfließen. Die meisten dieser Programme haben auch eine Schnittstelle zum Programmiersystem so dass dort die Werkzeuge nicht mehr extra erstellt werden müssen.
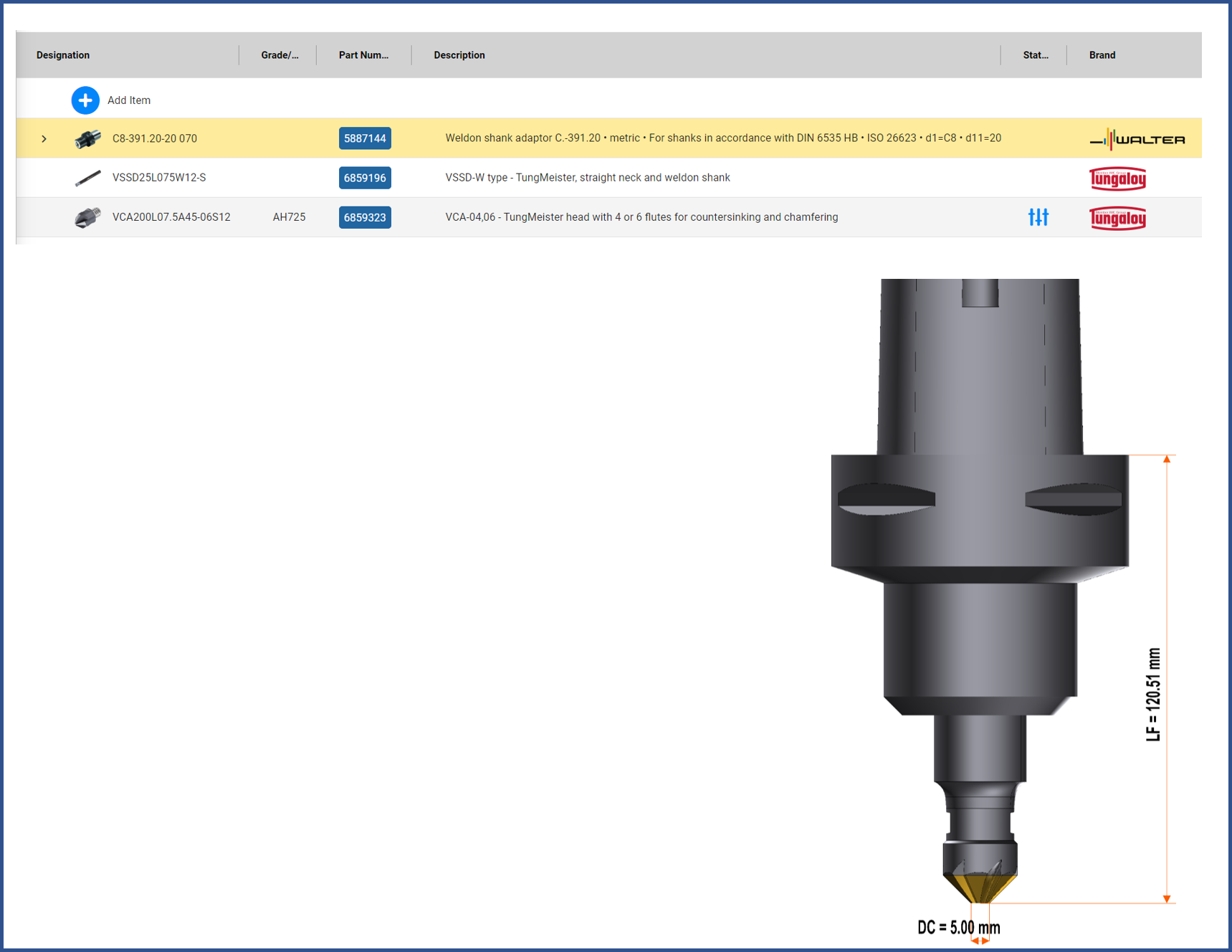
Weiteres ist es damit möglich Werkzeugblätter mit Teilelisten zu erstellen. Darin sind auch Informationen für die Werkzeugvoreinstellung.
7. Programmierung der Teile
Für das Programmieren der Teile gibt es genügend Software am Markt. Das reicht vom einfachen Editor bis zu den komplexen CAM-Versionen für 5 und 6-Achs Maschinen. Viele Maschinen haben in der Steuerung auch einen brauchbaren Editor mit dem sich relativ leicht programmieren lässt. Aber die Maschine ist wohl der teuerste Programmierplatz.
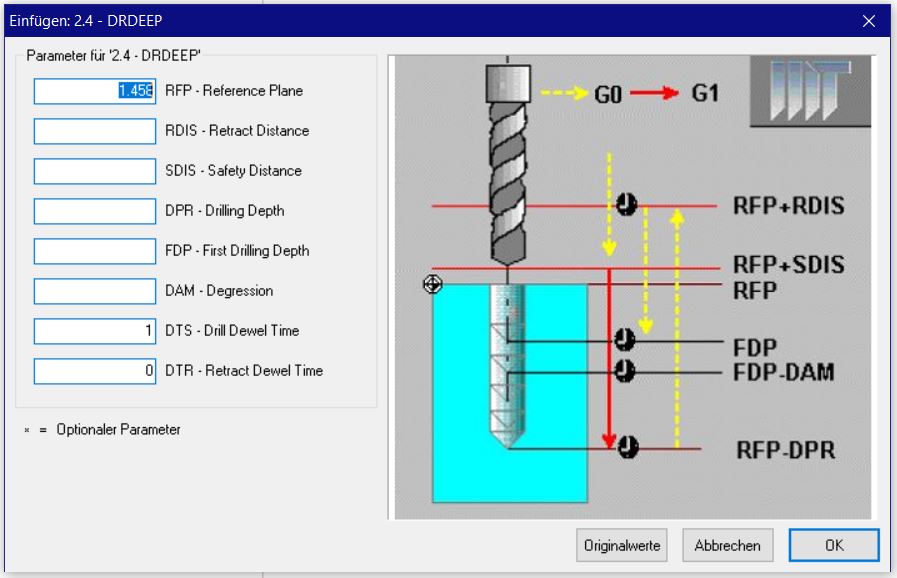
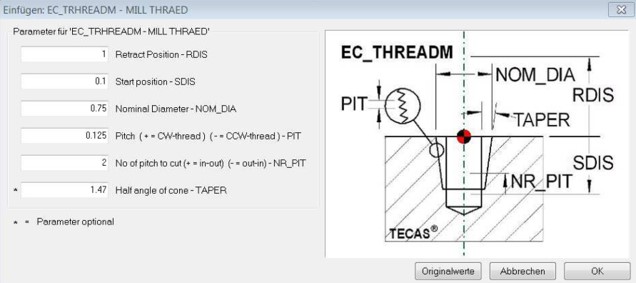
Hier zwei Beispiele mit CIMCO Editor Oben ein WFL Zyklus „DRDEEP“ für tiefloch- bohren: Rechts ein Gewindefräszyklus von TECAS welcher auch für konische Gewinde geeignet ist. Im CIMCO Editor sind dafür nur 6 Parameter erforderlich!
8. Testen des Programms an der Maschine

Jedes Neue Programm erfordert eine Testlauf! Dieser kann nur an der Maschine stattfinden. Wenn vorher eine 3D Simulation am PC durchgeführt werden konnte, ist das Testen etwas sicherer und es sind weniger Programmänderungen nötig. Dadurch stehen die richtigen Schnittwerte im Vordergrund.
9. Einschulen der Bediener

Wenn das Programm an der Maschine läuft muss der ganze Prozess abgenommen und übergeben werden. Sehr wichtig ist dass die Maschinenbediener in den Prozess eingeweiht werden und eine ausreichende Einschulung dafür bekommen.